In the rapidly evolving field of biopharmaceuticals, the layout of production processes is crucial for ensuring product quality, safety, and efficiency. As biopharmaceuticals are derived from living organisms, they require careful planning and design throughout the production cycle to meet stringent regulatory standards and ensure consistent product performance. In this blog, we’ll explore the key components of biopharmaceutical product layout and how proper design can streamline development. We’ll also touch on relevant products that aid in these processes.
The Fundamentals of Biopharmaceutical Product Layout
Biopharmaceutical production typically involves multiple stages, including upstream processing (production of biological material) and downstream processing (purification and formulation). Each stage must be meticulously organized to maintain product integrity and meet regulatory compliance. Key elements include:
- Upstream Processing: This involves cell line development, media preparation, and fermentation or cell culture. The efficiency of this stage directly affects product yield and quality.
- Downstream Processing: Involves harvesting, purification, and formulation of the product. It is highly technical and demands precision in filtration, chromatography, and concentration steps to ensure purity and efficacy.
- Manufacturing Facilities: The design of manufacturing spaces plays a pivotal role in the biopharmaceutical product layout. These spaces must be compliant with Good Manufacturing Practices (GMP) and ensure that there is minimal risk of contamination or cross-contamination.
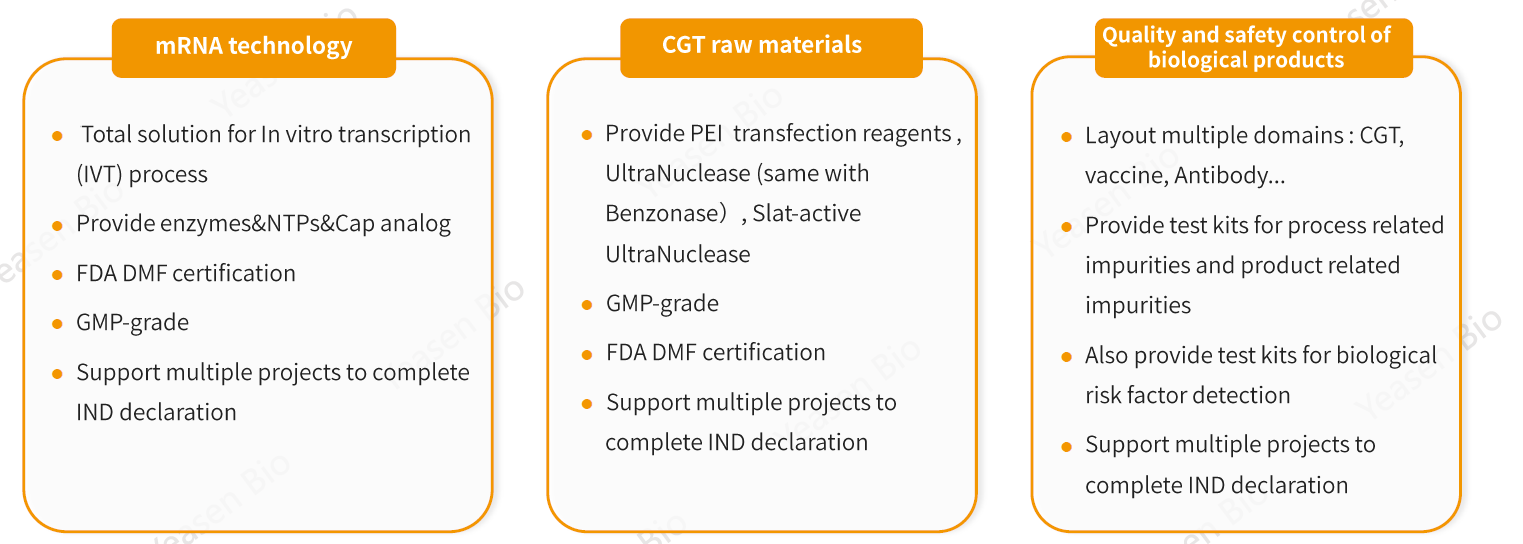
Yeasen provides core raw materials that meet biopharmaceutical quality standards
Key Considerations for Optimizing Layout
- Process Flow Optimization
A well-designed layout ensures a smooth and logical flow of materials, reducing bottlenecks and increasing throughput. By organizing upstream and downstream operations in a seamless manner, production cycles are more efficient, reducing costs and time to market. An optimized flow helps avoid errors such as mixing of batches, contamination, or deviations from standard protocols. - Contamination Control
In biopharmaceutical production, avoiding contamination is a top priority. Facility layout plays a critical role in minimizing contamination risks. Segregating areas for different processes, using HEPA-filtered cleanrooms, and implementing airflow systems that prevent contamination are essential design features. The use of single-use bioreactors and sterile filtration systems further supports contamination control. - Modular and Flexible Design
Biopharmaceutical production is highly dynamic, with frequent changes in product demand, regulatory requirements, or technological advancements. A modular layout allows for quick adaptation. Modular cleanrooms, for instance, provide the flexibility to expand or modify operations as needed. Suppliers offer various modular cleanroom solutions that can be tailored to meet specific production needs. - Automation and Digital Integration
Advanced automation and digital systems are revolutionizing biopharmaceutical manufacturing. Automation not only improves efficiency but also ensures precision and reduces human error. Integrated digital platforms that monitor and control production in real time can further streamline operations. Many suppliers provide automation systems designed specifically for biopharmaceutical production, such as bioreactor monitoring systems and automated chromatography platforms. - Sustainability and Resource Management
Sustainability has become a crucial factor in biopharmaceutical production layouts. Facilities are increasingly incorporating energy-efficient systems and water recycling technologies to reduce their environmental footprint. The use of single-use technologies also plays a role in minimizing water and energy consumption by reducing the need for cleaning and sterilization between batches.
RNA Manufacturing Process in Detail
RNA therapeutics, including messenger RNA (mRNA) vaccines and small interfering RNA (siRNA) drugs, have transformed modern medicine. However, manufacturing RNA therapeutics is complex and requires a specialized layout. Below is a step-by-step overview of the RNA manufacturing process:
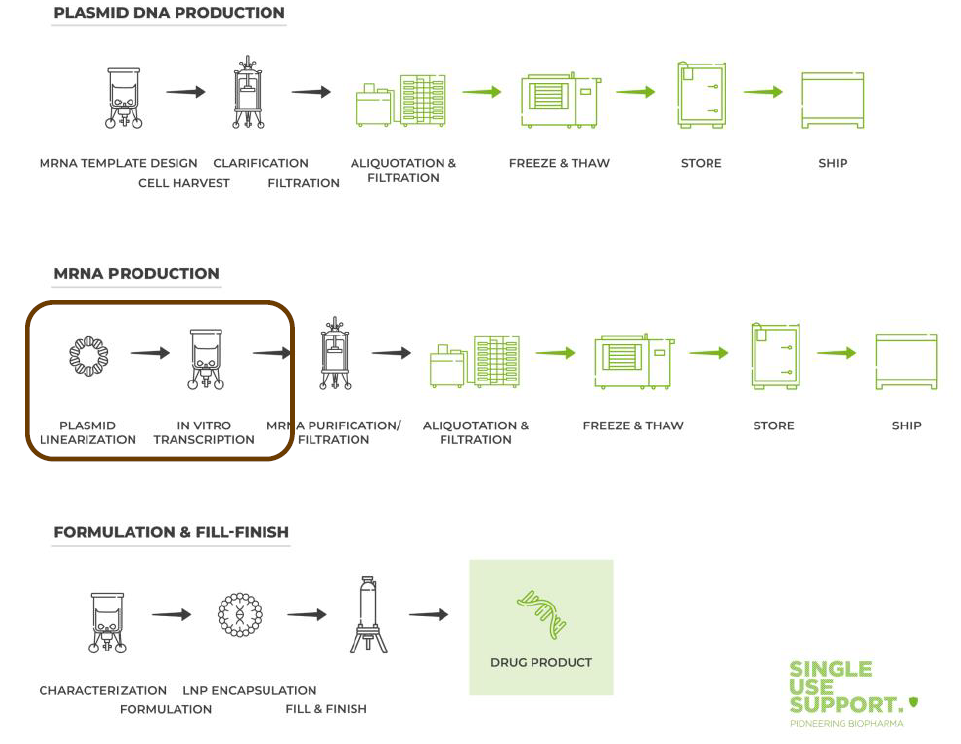
- Plasmid DNA Template Production
The first step in RNA manufacturing is generating the plasmid DNA template that will be transcribed into RNA. This process typically occurs in bacterial cultures, which are harvested, purified, and linearized for use in the subsequent transcription step. - In Vitro Transcription (IVT)
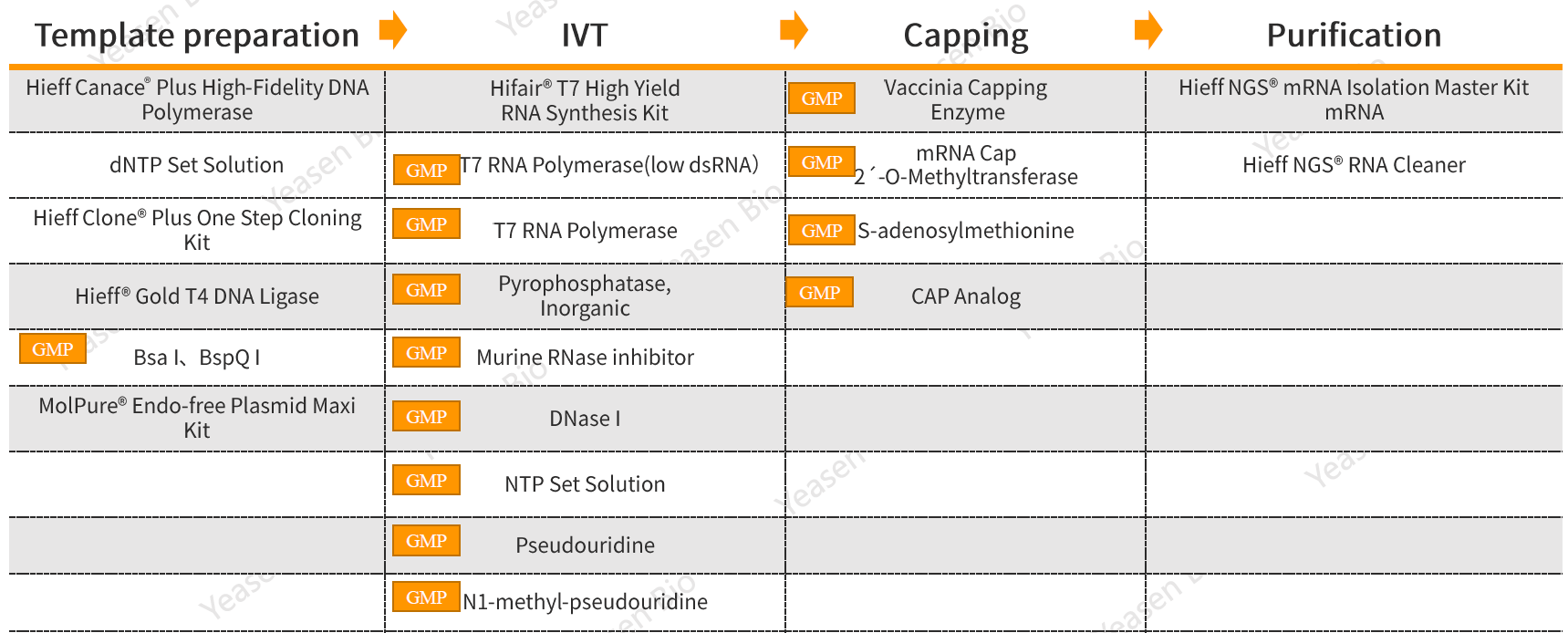
The IVT reaction is central to RNA production. During this process, the linearized DNA template is transcribed into RNA using RNA polymerase and nucleotide triphosphates (NTPs). The quality of the reaction depends on factors such as enzyme activity and template quality. Maintaining a controlled environment, free from RNase contamination, is critical here. NTP reagents from suppliers such as RNA PureTech are designed to ensure high fidelity and yield during this stage. - RNA Purification
After transcription, the RNA must be purified to remove impurities, including residual DNA, proteins, and small molecules. Purification is typically performed using chromatography, tangential flow filtration (TFF), or similar techniques. Chromatography columns and TFF systems from BioPro Clean Systems are commonly used for this stage, providing high-resolution separation and scalability. - Quality Control
Each batch of RNA must undergo stringent quality control to ensure that it meets regulatory standards for purity, potency, and stability. Quality control tests include assessing RNA integrity, size, and the absence of contaminants like endotoxins. Automated systems, such as RNA QC Pro, streamline this process by offering real-time monitoring and analytics. - Formulation
The final step involves formulating the RNA into a stable drug product. This often includes encapsulating RNA molecules in lipid nanoparticles (LNPs) to enhance delivery and protect the RNA from degradation. Lipid formulation kits from suppliers like NanoForm Solutions are specifically designed for the encapsulation of RNA therapeutics.
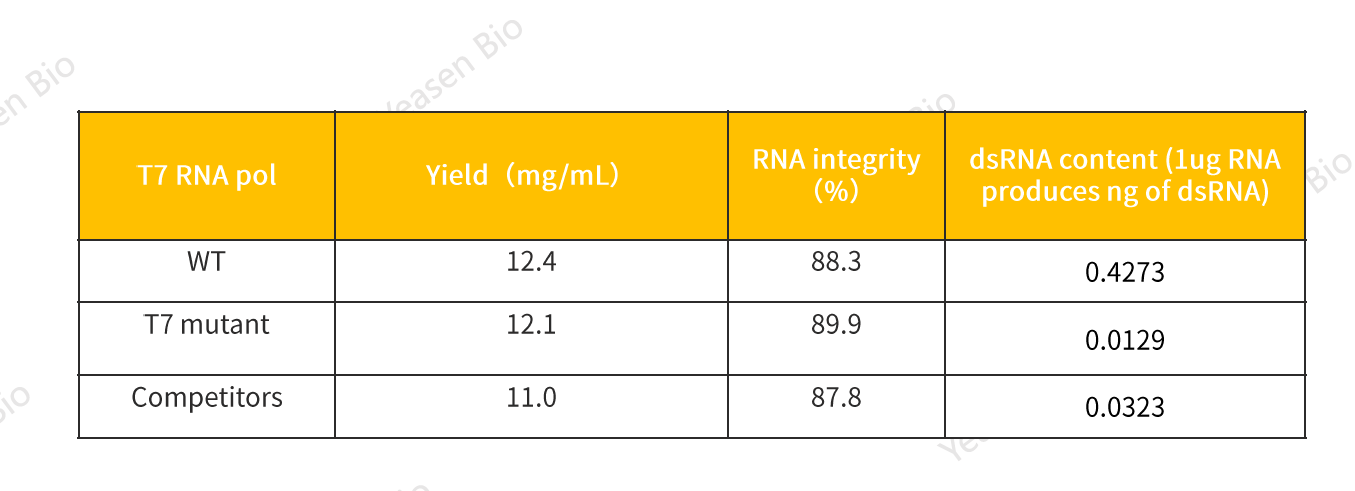
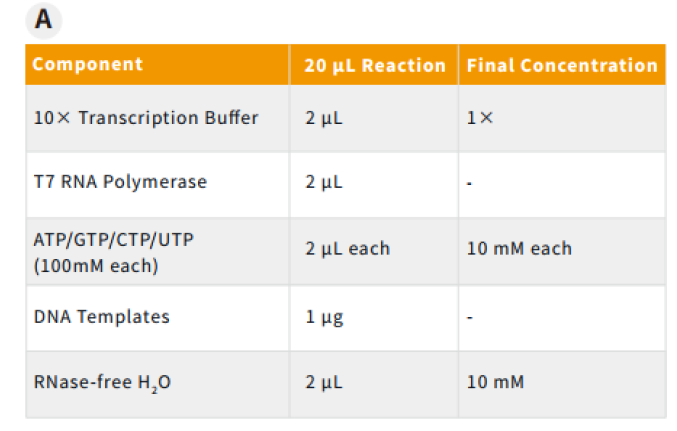
T7 High Yield RNA Synthesis Kit

The T7 High Yield RNA Synthesis Kit is designed to optimize the efficiency of transcription reactions. It utilizes T7 RNA polymerase to transcribe linear double-stranded DNA containing the T7 promoter sequence, using nucleotide triphosphates (NTPs) as substrates. This process enables the efficient synthesis of single-stranded RNA from the DNA template downstream of the T7 promoter. Additionally, modified nucleotides can be incorporated during transcription to generate biotin- or dye-labeled RNA.
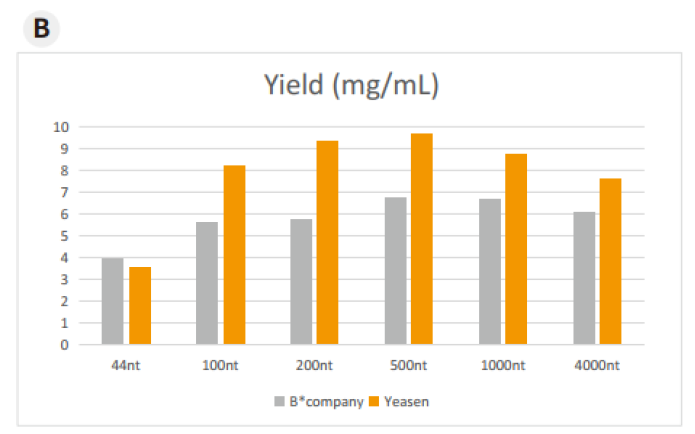
The kit supports the synthesis of both long and short RNA transcripts. With as little as 1 µg of template DNA, the kit can generate 100–200 µg of RNA. The synthesized RNA is suitable for a range of downstream applications, including RNA structure and function studies, RNase protection assays, probe hybridization, RNA interference (RNAi), microinjection, and in vitro translation.

Key Products Supporting RNA Manufacturing Layout
To optimize RNA manufacturing, integrating high-quality products at each step is critical for ensuring production efficiency and meeting regulatory requirements. Some of the most relevant products that enhance RNA manufacturing include:
- Automated IVT Systems: Advanced automated systems for in vitro transcription (IVT) streamline the RNA synthesis process, providing consistent high yields and reproducibility across production batches. These systems are essential for large-scale RNA manufacturing, where precision and efficiency are critical.
- Purification Columns: High-purity RNA purification columns are designed to effectively separate RNA from impurities during the production process. These columns enable scaling up RNA production without sacrificing the purity required for downstream applications.
- Lipid Nanoparticle Encapsulation Kits: Specialized encapsulation kits facilitate the efficient encapsulation of mRNA in lipid nanoparticles, which are crucial for protecting RNA during therapeutic delivery. This encapsulation ensures stability during storage and protects the RNA from degradation during administration.
- RNA Stabilizers: RNA stabilizing solutions are critical for preserving the integrity of RNA molecules, preventing degradation during storage or transport. These stabilizers enhance product longevity and ensure reliable results in downstream applications.
Key Products Supporting Biopharmaceutical Layout
To optimize a biopharmaceutical layout, it’s essential to integrate high-quality products that enhance production efficiency and maintain compliance. Some of the most relevant products that aid in optimizing the biopharmaceutical product layout include:
- Single-Use Bioreactors: Single-use bioreactors provide flexibility and minimize contamination risks by eliminating the need for cleaning between production batches. These bioreactors come in a range of sizes, from small-scale to large commercial units, enabling companies to scale up production efficiently.
- Chromatography Systems: High-efficiency purification is essential in downstream processing, and automated chromatography systems play a crucial role in maintaining consistent product quality. These systems integrate seamlessly into various facility layouts, ensuring the efficient separation and purification of biologics.
- Modular Cleanroom Solutions: Modular cleanrooms offer rapid adaptability and easy expansion, making them ideal for growing biopharmaceutical facilities. These cleanrooms are designed to comply with GMP standards and can be customized to meet specific manufacturing requirements.
- Sterile Filtration Units: Sterile filtration is a key step to ensure that contaminants and impurities are removed from the final product. High-performance filtration units are designed for high throughput, minimizing the risk of clogging or downtime during production.
- Automation and Monitoring Tools: As digital systems become increasingly integral to biopharmaceutical production, real-time monitoring tools ensure that critical parameters are continuously controlled and maintained, contributing to efficient and reliable manufacturing processes.
An efficient biopharmaceutical product layout is a fundamental requirement for ensuring that products meet the rigorous demands of regulatory agencies while remaining cost-effective. From contamination control to process automation, each aspect of the layout contributes to the overall success of the production cycle. By incorporating state-of-the-art products from trusted suppliers, manufacturers can enhance the efficiency, safety, and adaptability of their production environments.
Whether it's optimizing the flow of raw materials or reducing the risk of contamination, understanding the importance of biopharmaceutical product layout helps streamline production processes. With the right products, such as single-use bioreactors, modular cleanrooms, and advanced filtration systems, manufacturers can stay ahead in the competitive biopharmaceutical industry.
By carefully considering the layout and investing in top-tier solutions, companies can increase their productivity, lower costs, and ensure high-quality biopharmaceuticals for patients.
| PRODUCT NAME | CATALOG NUMBER |
| Cleascrip T7 RNA Polymerase (250 U/μL) | 10628ES |
| T7 High Yield RNA Synthesis Kit | 10623ES |
| RNase R (GMP-grade, 20 U/μL) | 14615ES |
| Hieff Trans™ Ultra PEI AAV Transfection Reagent | 40823ES |
| UCF.ME™ UltraNuclease GMP-grade (250 U/μL) | 20157ES |
| UCF.ME™ Salt Active UltraNuclease GMP-grade (250 U/μL) | 20159ES |
| HEK293 Host Cell DNA Residue Detection Kit (3G) | 41331ES |
| CHO Host Cell DNA Residue Detection Kit (3G) | 41332ES |
| E.coli Host Cell DNA Residue Detection Kit (2G) | 41308ES |
| Vero Host Cell DNA Residue Detection Kit (2G) | 41307ES |
| MycAway™ Mycoplasma qPCR Detection Kit (2G) | 40619ES |